操作准备
● 装订前,将尼龙管从入料口插入导管中;
●接上220V/50Hz的电源,打开电源开关,“电源灯亮”;
●开机通电,“预热”灯停止闪烁后,即可装订;
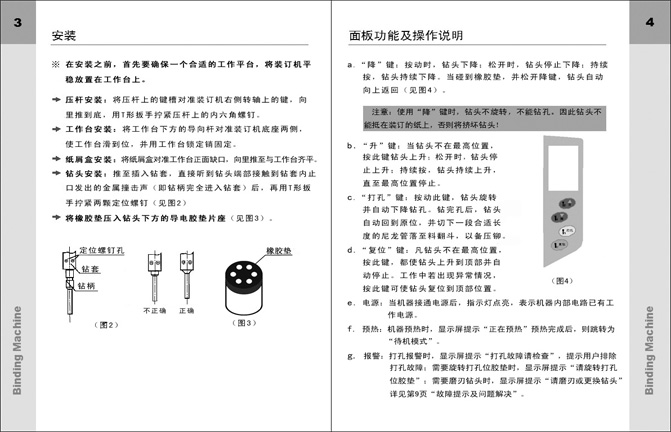
●使工作台前后移动,以满足钻孔与装订件边缘的尺寸要求,可按“▼”键,使钻头下移,靠近纸张,在钻尖接触到纸张之前及时松开该键,检查孔的位置是否合适,位置确定后用工作台锁定销将工作台固定,按“复位”键使打孔电机上升复位;
●仔细检查钻孔处,避免有金属物或其他异物,装订文件要平整,以免损坏钻头。
钻孔操作:摆好装订文件,点按“启动”键,钻头自动完成打孔并自行复位。
装订调试:
●清楚钻孔中的纸屑,以免损坏机件;
●从出料翻斗中取出切下的尼龙管,并插入空中;
●一定装订件至工作台右边的加热体,使尼龙管内孔对准定位针,向下轻压压杆,使定位针插入管中并插入下面的加热体,使上、下加热体轻轻压住尼龙管,约3秒钟后,向下用力压压杆,持续数秒,直至装订完成。
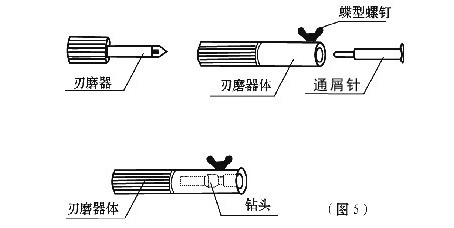
磨刃钻头
*取下钻头:按“▼”,使钻头向下空运行2cm,(在钻头下方台板上垫上一张纸,以备钻头取下时纸屑落在纸上)用T形扳手松开钻头定位螺钉,当松开第二个螺钉时,应手持钻头杆部,以免钻头因自重下滑损伤。
*清理钻头:松开磨刃器体上的蝶形螺钉,拔出通屑针,将钻头插入磨刃器体内,使刀柄端面与磨刃器体端面对齐,用蝶形螺钉固定,重新插入通屑针,用手掌拍压其头部,顶出钻头内的纸屑。
*磨刃钻头:将钻头插入磨刃器体内,使刀柄端面与磨刃器端面对齐,用蝶形螺钉固定,将磨刃器缓慢插入磨刃器体内,使其接触到钻尖,顺时针方向用力均匀转动磨刃器5-6次(不可过于用力,否则钻尖会弯曲)。卸下钻头检查口部是否锋利。
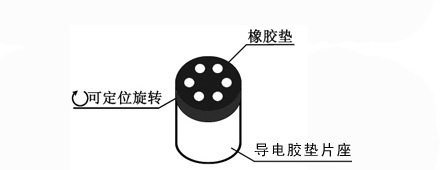
胶垫使用
*可用随机L形钎子从橡胶垫定位盘开口处撬起,移动约60度,重新放入橡胶垫定位盘中。一块橡胶垫有6个位置可供使用。橡胶垫有正、反之分,用时应注意将光滑的一面朝下。
*可用手拿住橡胶垫按顺时针方向旋转,旋转60度后橡胶垫会自动卡入定位槽中定位。
注:一块橡胶垫一般有6个位置可以使用,每一个位置一般使用50次左右。