随机配件:前工作台板、钻头、胶垫、工作台板锁定销、集屑盘、工具盒、电源线、尼龙管10 米、 取料通针
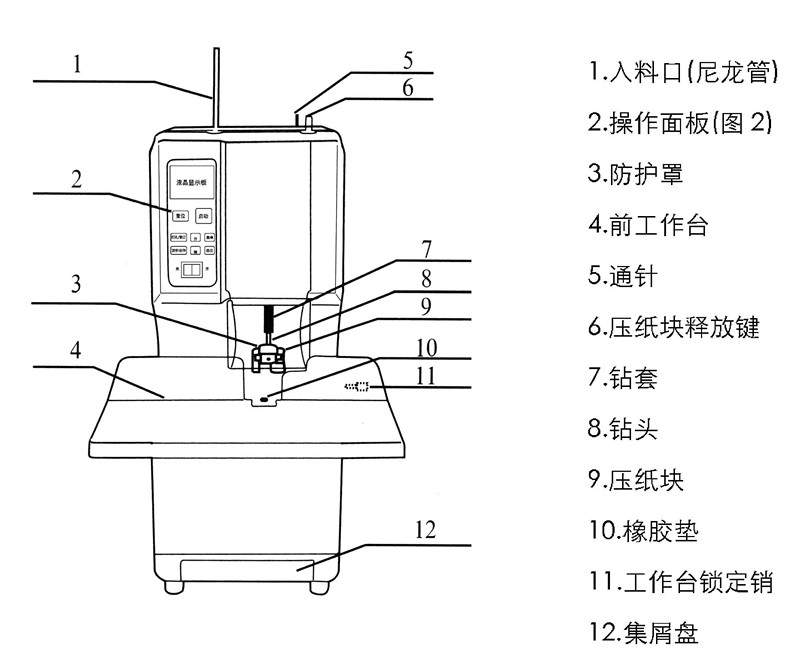
将前工作台下方的导向杆对准装订机底座两侧,使前工作台滑动到位,并且用工作台锁定销固 定。
将集屑盘装入机器
电源:供给稳定电源220(正负)5%V50Hz,避免与其它负载共用同一电源。为安全起见,装订机用的电源插座应良好接地。
调试
用随机提供的T形扳手检查钻头是否在钻套中可靠定位。
检查橡胶垫是否安防妥当。
首先接通电源,按【开关】键“开”,开关灯应正常发光。
【警告:接通电源后,切勿将手或肢体其他部位伸入防护罩内。钻头和压纸块是运动部件,其动作 会导致人身伤害!】
将尼龙管从入料口插入到位【送料报警】灯由闪烁变为正常发光。
检查孔的位置,按【孔位下降】键,钻头下移,靠近纸张,在钻尖接触到纸张之前及时松开该键。
设定装订孔距离纸张边界的尺寸,孔与纸张边界距离的规定根据需求自定。首先明确所需设定的距离(3-20毫米),松开工作台锁定销,前后移动前工作台按上文介绍检查孔的位置。确定后,用工作台锁定销固定前工作台。
装订调试,将机器模式切换到装订模式,并将纸张整理齐放到位,等候几分钟,当装订灯由闪烁转为正常发光后,再按【启动】键,即可自动装订。
打孔调试,将机器模式切换到打孔模式,打孔模式正常发光,将纸张整理齐放置到位,再按【启动】键,即可自动打孔。打孔结束后按位于机器顶部的压纸块释放键或复位键,使纸张从压纸块上脱离。

更换尼龙管
将安放在装订机顶部的通针从入料口插入,顺时针轻轻往下旋转360度。

剩余的管子套在通针上,随着通针从入料口拔出。

再插入一根新的尼龙管并使其插到位。

去除余料
装订失败或压铆不成型,并出现装订报警时按压纸块释放键或【复位键】,使压头复位;
按【顶针动作】键,看见顶针上或顶针底部的废尼龙管或铆过的废料管 ;

顶针上来后,用随机提供的镊子夹住管子,使管子随着顶针向下运动而取出。

检查压纸块下方的上模头上是否粘附有纸屑,用随机提供的镊子除去(注意动作要轻柔,以免损坏模头保护层)。
【警告:切勿用手直接触摸上下模头,这些部件温度很高,会烫伤皮肤】
清理磨刃钻头
按【下降】键,使钻头向下空运行2-3cm;
【开关】关,打开防护罩;
在钻头下方台板上垫一张纸,用T型扳手松开钻头定位螺钉、当松第二个螺钉时,应手持钻头杆部以免钻头因自重下滑损伤;

【警告:钻尖温度很高且锋利,切勿触摸!】
取出工具盒内的磨刃器,松开磨刃器体上的蝶形螺钉,拔出通屑针;
银佳装订机
将钻头插入磨刃器体内,使刀柄端面与磨刃器端面对齐,用蝶形螺钉固定;

重新插入通屑针,用手掌压其头部;

磨刃钻头时同样将钻头插入磨刃器体内,使刀柄端面与磨刃器体端面对齐,用蝶形螺钉固定,然后将磨刃刀缓慢插入磨刃器体内,使其接触到钻尖;
顺时针方向用力均匀转动刃磨器5-6次,不可过于用力,否则钻尖会弯曲。卸下钻头检查口部是否锋利;

接下来便是安装钻头,安装钻头时用L形钎子清理钻套内部;
插入钻头直至听到钻柄端部接触到钻套内止口发出金属撞击声为止;

钻柄完全进入钻套后,用T形扳手拧紧两定位螺钉。
安装、更换胶垫

【开关】关;
用随机提供的L形钎子从橡胶垫定位盘开槽处翘起橡胶垫,并取出;
给其换位或者更换新胶垫,胶垫光滑的一面朝下安放至定位盘内,安放妥当。